【禹王台】【当地】防撞护栏买的放心视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:禹王台【禹王台】【当地】防撞护栏买的放心的图文介绍
不锈钢复合管作为一种新型的材料被广泛应用于石油、 化工等行业用于取代全不锈钢。 由于两种钢材的不同物理性能和金属合金成分的不同, 使得焊接及热处理等工程施工中的关键环节与单一钢种相比变得复杂化, 特别是由不锈钢复合钢制成的复合钢管的现场焊接施工由于其结构的特殊性使得现场施工增加了很多限制条件。 受腐蚀的管道已成为城市供水水质 的 污染源, 受过二次污染的自来水不能直接饮用, 水管巾的污染物会对人体健康造成慢性伤害。 建设部等四部委于 1999 年发文规定自 2000 年 6 月 起禁止冷镀锌钢管用于室内给水管道, 并逐步限时禁止使用热镀锌钢管。因此, 如何在现有传统的城市供水系统基础上, 加强对给水管道的科学管理, 加强自来水二次污染的预防与治理, 开发和应用合适的新型管材, 给城市居民提供更安全、更健康的饮用水成为摆在供水企业面前的新课题, 也成为当前城市供水企业必须思考和解决的现实问题。 它对提高居民健康水平, 进一步提升城市供水水质, 保证供水企业的可持续发展。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



都具有重大的现实意义。 为适应市场需求, 市场上先后涌现出钢塑复合管、 铝塑复合管、 PPR 管、 PE 管等各种各样的新型输水管材, 内衬不锈钢复合钢管正是在这种背景下应运而生的。 在我国中东部地区, 城市居民天然气供应存在 巨大峰谷差, 需求高峰月 日用气量是低谷月 Et 用气的数十倍之多, 为保证天然气稳定供应, 建造盐穴地下储气库调峰是有效的手段之一。 但从盐穴储气库采出的天然气温度较高, 且含有较高二氧化碳和二氧化硫、 高含量的 Cl 一等, 使采气管线使用环境非常苛刻, 采气管道腐蚀较为严重, 很容易在短时间内造成腐蚀失效, 轻者造成停产, 重者引起爆炸, 威胁人身安全。 [3-4] 不锈钢复合钢管因其既具有碳钢或合金钢的力学性能, 又具有不锈钢的耐蚀性等优点, 得到了广泛运用。 不锈钢复合管道已在我国陆地油气田中得到成功应用, 但对国内海洋工程是一个全新的概念。 复合管通常在海洋产业和深海应用中使用。



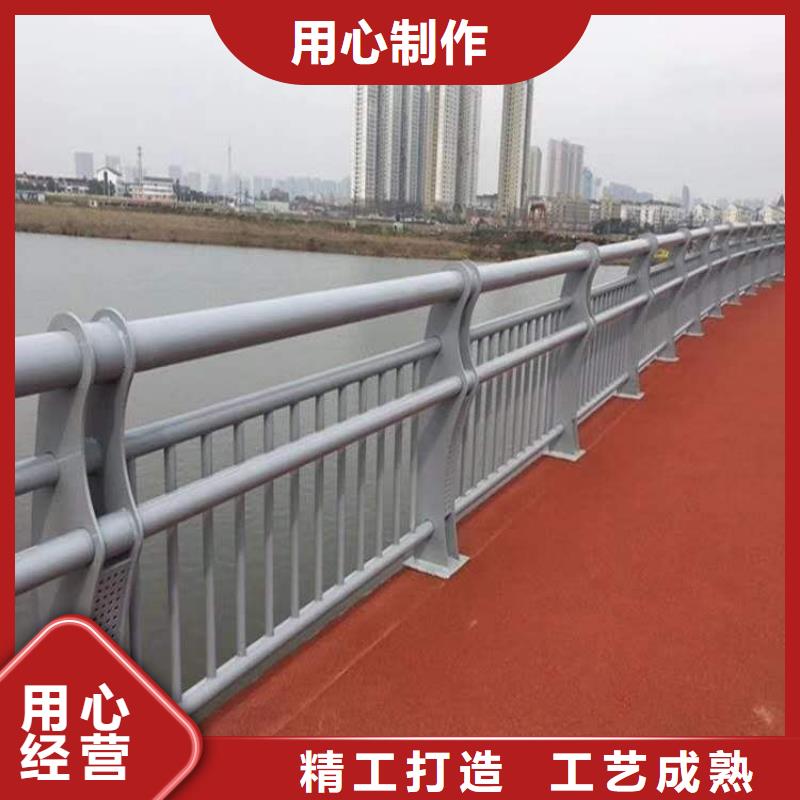
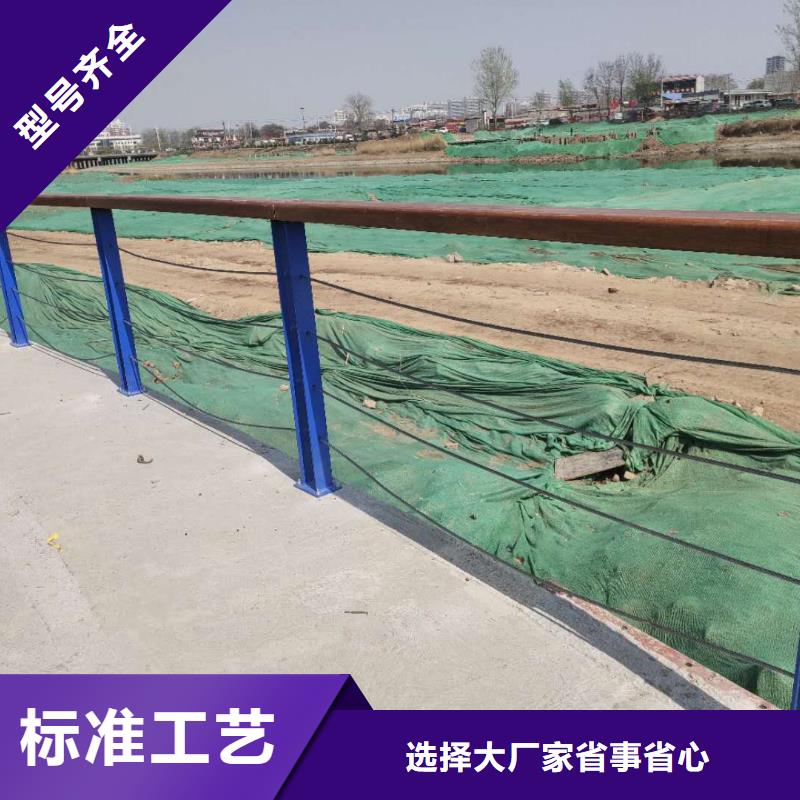
立佳金属制品有限公司以优良的品质,丰富的 镀锌喷塑防撞栏、产品种类,为客户创造价值
业务范围:公司业务涉及各种特种 镀锌喷塑防撞栏、,更有强大的技术团队提供符合各国标准的 镀锌喷塑防撞栏、。
包装方式:可选常规包装,中性包装,木箱包装
合作方式:对于长期批量客户,可选择来料加工 ,或者共同探讨更具价值的合作方法。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。






 扫一扫
扫一扫